



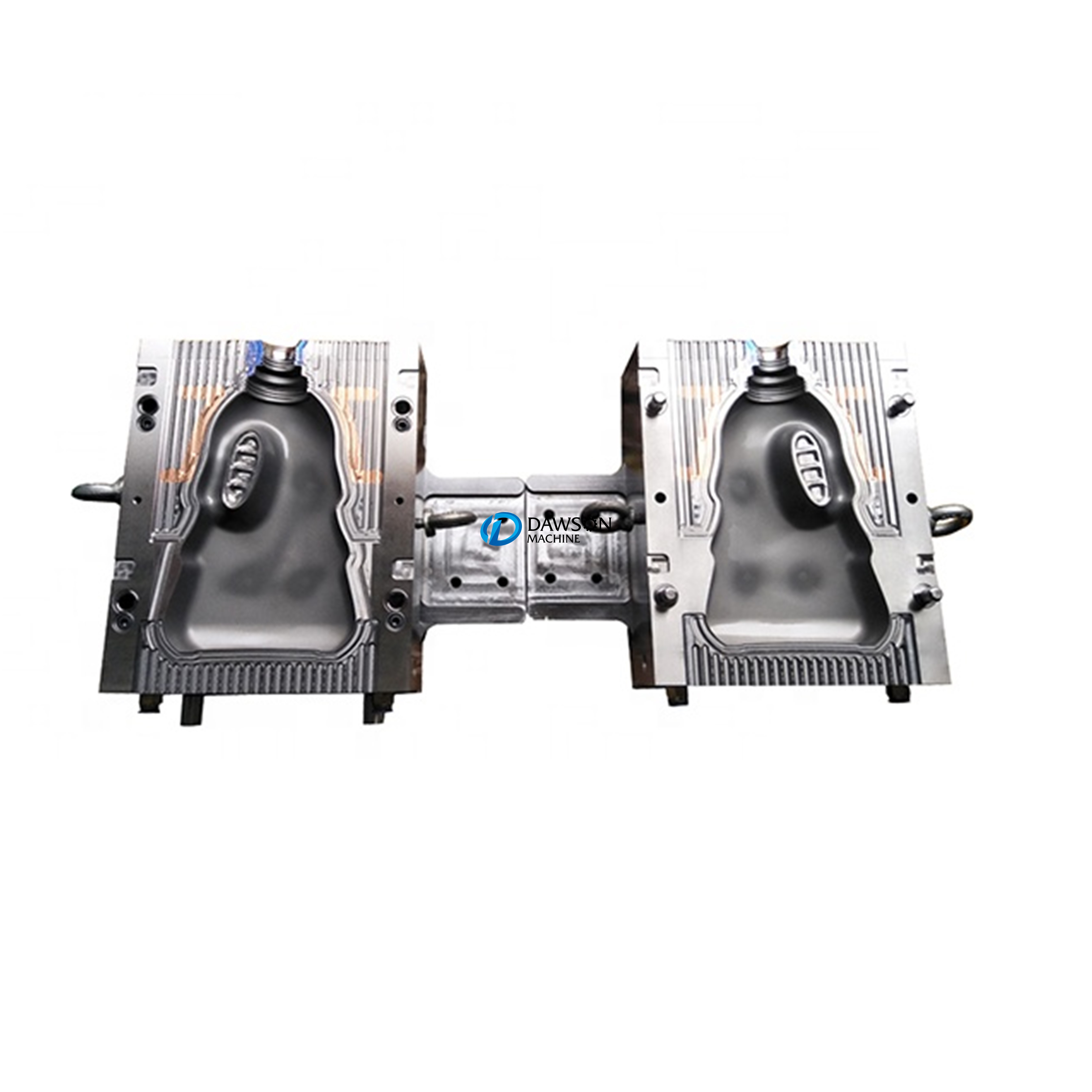
Σημεία σχεδίου των φορμών χτυπήματος και των κύριων εξαρτημάτων
Η φόρμα συνήθως μόνο έχει ένα μέρος κοιλοτήτων χωρίς μια διάτρηση. Γενικά, η επιφάνεια της φόρμας δεν πρέπει να. Η πίεση πληθωρισμού της κοιλότητας είναι πολύ χαμηλότερη από αυτή της σχηματοποίησης εγχύσεων, γενικά 0.2~1.0MPG, και το κόστος είναι χαμηλότερο.
1. Υλικό φορμών
Αποτελείται συνήθως από το κράμα αργιλίου, και για τις διαβρωτικές ενώσεις όπως το PVC και POM, ο χαλκός βηρυλλίου ή τα χαλκός-βασισμένα κράματα χρησιμοποιείται επίσης για τις φόρμες με τις υψηλές απαιτήσεις ζωής, όπως τα χτύπημα-φορμαρισμένα ABS πλαστικών εφαρμοσμένης μηχανικής, η ανάγκη PC, POM, CP, PMMA κ.λπ. να χρησιμοποιηθεί το ανοξείδωτο για να κάνει τις φόρμες.
2. Σημεία κλειδί του σχεδίου φορμών
1) Η επιφάνεια χωρισμού γενικά, αυτό πρέπει να τοποθετηθεί στο αεροπλάνο συμμετρίας για να μειώσει τη χτύπημα-επάνω αναλογία, όπως τα oval-shaped προϊόντα, η επιφάνεια χωρισμού είναι στο μακροχρόνιο άξονα, και τα απόσταση-διαμορφωμένα προϊόντα περνούν μέσω της κεντρικής γραμμής.
2) Επιφάνεια κοιλοτήτων
Το υλικό PE πρέπει να είναι ελαφρώς τραχύ, και η επιφάνεια άμμου είναι συμβάλλουσα στην εξάτμιση ενώ άλλα πλαστικά (όπως: Τα ABS, CP, POM, PMMA, το ΝΆΥΛΟΝ, σχηματοποίηση χτυπήματος κ.λπ.), η κοιλότητα φορμών δεν μπορούν γενικά να είναι, και μπορεί να χρησιμοποιηθεί στην κοιλότητα φορμών. Κάνετε ένα αυλάκι εξάτμισης στην επιφάνεια χωρισμού ή κάνετε μια τρύπα εξάτμισης στην κοιλότητα. Γενικά, η τρύπα διεξόδων στην κοιλότητα έχει μια διάμετρο φ0.1~φ0.3 και ένα μήκος 0.5~1.5mm.
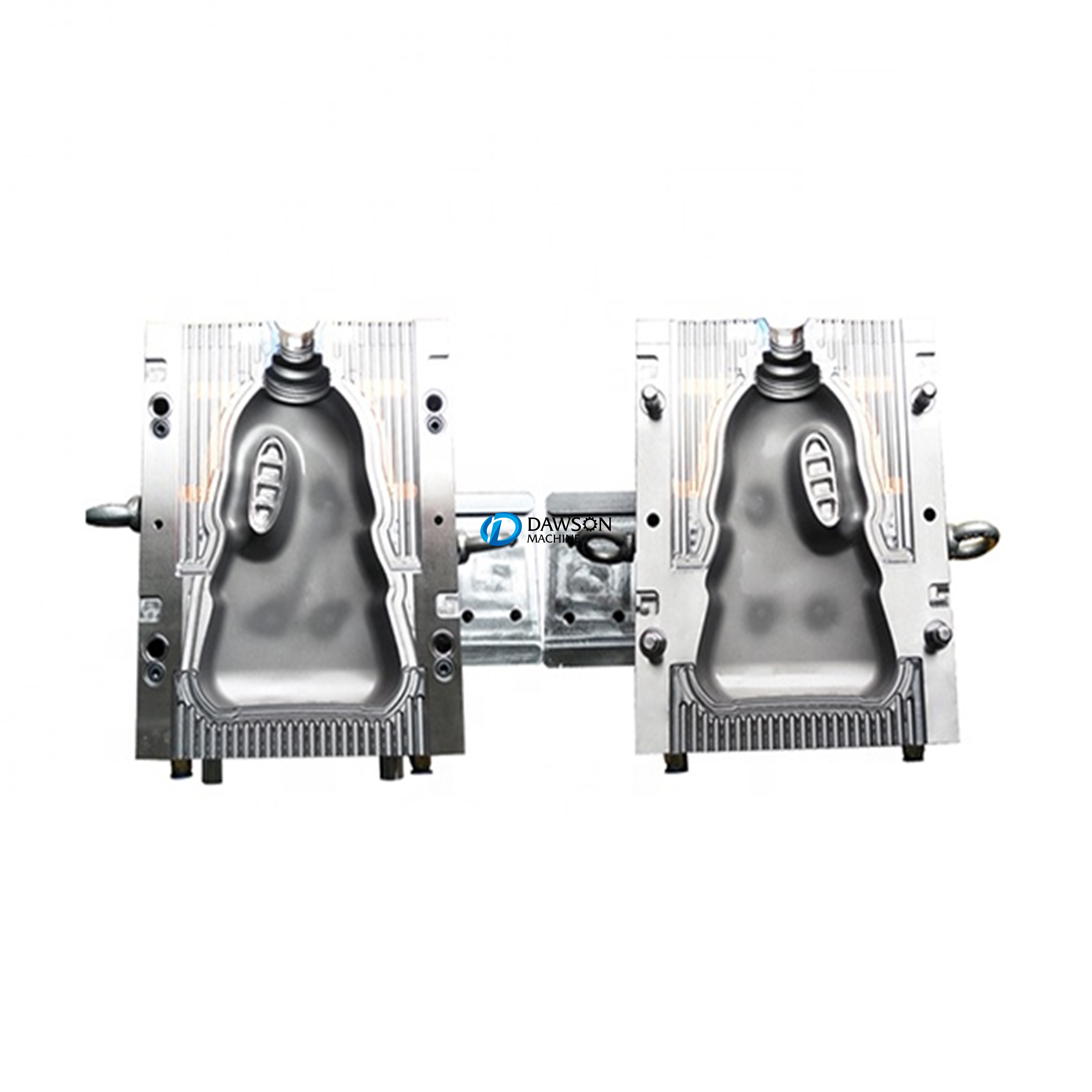
3) Μέγεθος κοιλοτήτων
Το σχέδιο του μεγέθους κοιλοτήτων πρέπει να εξετάσει το ποσοστό διακένωσης του πλαστικού. Για τις λεπτομέρειες, παρακαλώ αναφερθείτε στο ποσοστό διακένωσης κοινών πλαστικών. Μπορείτε να χτυπήσετε στην μπλε σύνδεση με την άποψη: →Compendium των ποσοστών διακένωσης κοινών πλαστικών υλικών
4) Κόβοντας τη εξέχουσα θέση και παρακολουθώντας τη γούρνα
Γενικά, για τα χτύπημα-φορμαρισμένα πλαστικά εφαρμοσμένης μηχανικής και τα σκληρότερα πλαστικά, η εξέχουσα θέση πρέπει να αποτελεσθεί από τα υλικά με την καλή αντοχή, όπως ο χαλκός βηρυλλίου, το ανοξείδωτο, κ.λπ. για τα μαλακά πλαστικά προϊόντα όπως LDPE και η EVA, γενικά το κράμα αργιλίου είναι λεπτό
Η εξέχουσα θέση πρέπει να επιλέξει ένα λογικό μέγεθος. Εάν είναι πάρα πολύ μικρό, θα μειώσει τη δύναμη της ένωσης. Εάν είναι πάρα πολύ μεγάλο, δεν θα είναι σε θέση να κόψει και τα σαγόνια στην επιφάνεια χωρισμού θα είναι μεγάλα. Ένα αυλάκι παρακολούθησης ανοίγουν κάτω από τη εξέχουσα θέση, και το αυλάκι παρακολούθησης σχεδιάζεται ως σφιγκτήρας. Το η γωνία, ένα λειωμένο μέταλλο μικρού ποσού μπορεί να συμπιεστεί στην ένωση κατά κοπή, με αυτόν τον τρόπο βελτιώνοντας τη δύναμη της ένωσης.
5) Φόρμα χτυπήματος εγχύσεων
Το σχέδιο είναι διαφορετικό από τη σχηματοποίηση χτυπήματος εξώθησης. Η κύρια διαφορά είναι ότι η φόρμα χτυπήματος εγχύσεων δεν χρειάζεται μια εξέχουσα θέση και μια παρακολουθώντας γούρνα. Το σχέδιο parison του φγμένου έγχυση μέρους είναι πολύ σημαντικό, το οποίο συσχετίζεται άμεσα με την ποιότητα του ολοκληρωμένου προϊόντος.
ΜΗΧΑΝΉΜΑΤΑ DAWSON & ΟΜΆΔΑ ΦΟΡΜΏΝ
*** ΜΗΧΑΝΗ ΕΙΔΙΚΟ *** ΣΧΗΜΑΤΟΠΟΙΗΣΗΣ ΧΤΥΠΗΜΑΤΟΣ ΕΞΩΘΗΣΗΣ
Οι πελάτες μας είναι σε όλο τον κόσμο.
Βιετνάμ, Αυστραλία, Ινδονησία, Μαλαισία, Ταϊλάνδη, Σρι Λάνκα, Καζακστάν, Ρωσία, Ε.Α.Ε., Σαουδική Αραβία, Μάλτα, Ρουμανία, Ιταλία, Ινδία, Συρία, Αιθιοπία, Αίγυπτος, Σουδάν, Τυνησία, Αλγερία, Κένυα, Νιγηρία, Νότια Αφρική, Ζιμπάμπουε, Μεξικό, Γουατεμάλα, Ισημερινός, Κολομβία, Βενεζουέλα, Περού….
Φόρμα μηχανών σχηματοποίησης εγχύσεων φορμών μηχανών σχηματοποίησης χτυπήματος
| Αυτόματος-αφαίρεση του χνουδιού | √ |
| Χωρίς αυτόματος-αφαίρεση του χνουδιού |
![]()


































